

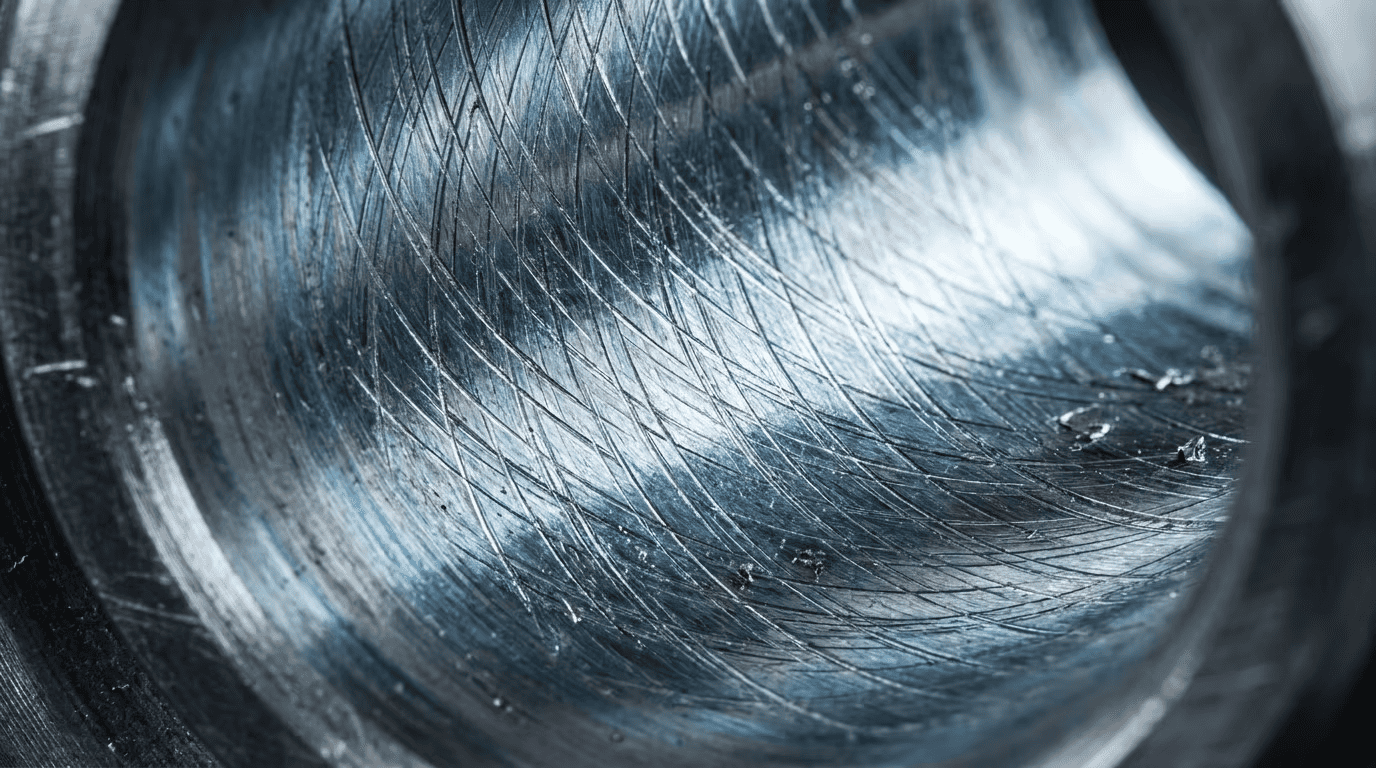
Большинство B2B-покупателей ошибаются. Они смотрят на блестящий, отполированный до зеркального блеска шток цилиндра и думают о «качестве». Но вот суровая правда: идеально гладкая поверхность не может удерживать масляную пленку. Без этого микроскопического слоя смазки ваши уплотнения высохнут. Это создает интенсивное трение, которое буквально запекает губы уплотнения в течение нескольких месяцев. В HCIC мы не стремимся просто к «блестящим». Мы создаем особую микротекстуру с поперечной штриховкой, которую вы едва можете увидеть, но ваши уплотнения определенно ощущаются.
Итак, в чем же секретный соус? Все дело в оттачивании.
Даже самая лучшая текстура поверхности не спасет вас, если ваши направляющие кольца ворсистые. В реальных условиях разгрузки или строительства грузы почти никогда не располагаются идеально по центру. Именно эта «боковая нагрузка» разрушает уплотнения и повреждает стенки цилиндров.
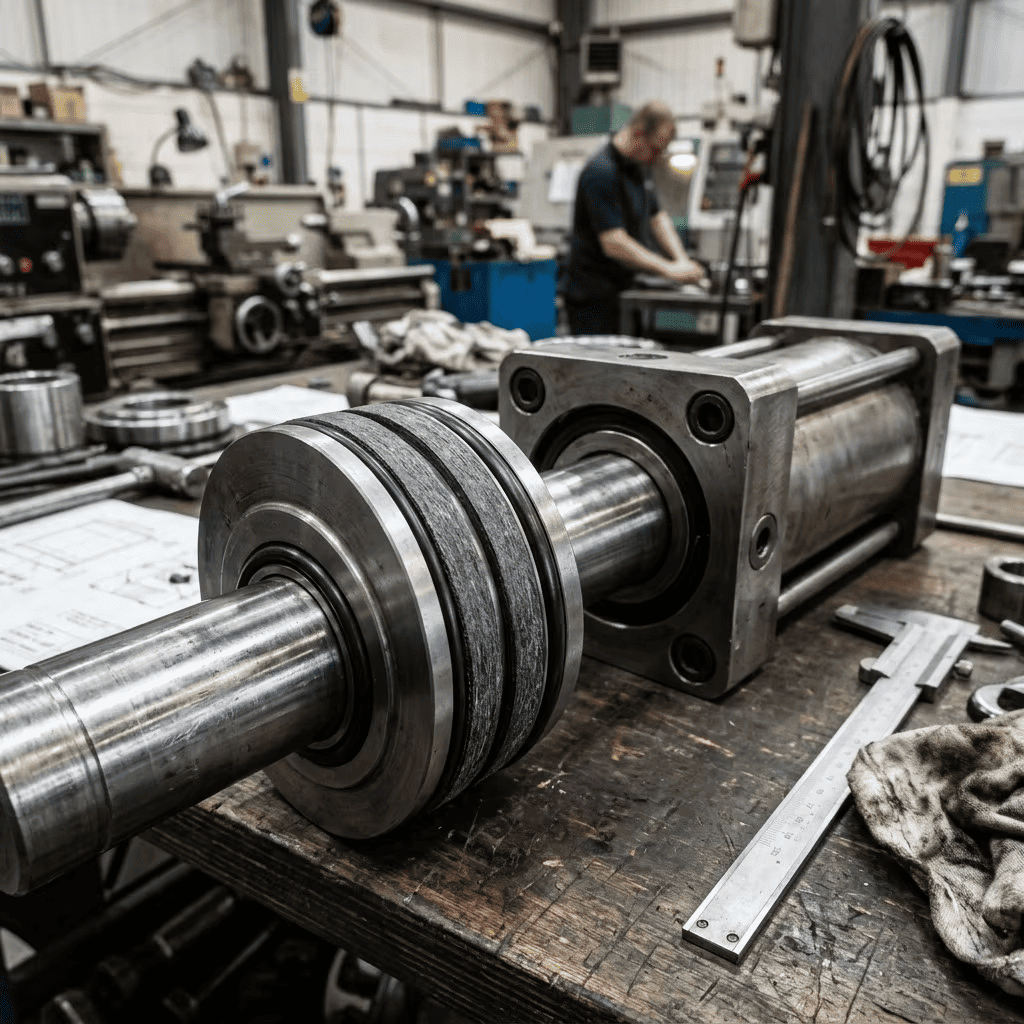
Перестаньте покупать, основываясь только на диаметре отверстия и ходе поршня. Сварить трубку сможет каждый. Если вам нужен парк машин, который действительно будет работать в полевых условиях, вам необходимо узнать у производителя протоколы хонингования и допуски на уплотняющие поверхности. В HCIC мы рады показать вам микроскопическое доказательство нашего качества. Не соглашайтесь на «красивый» цилиндр, если у вас есть тот, который действительно предназначен для измельчения.



