

Номинальное давление гидроцилиндра не устанавливается произвольно. Он рассчитывается на основе предела текучести материала цилиндра, структуры толщины стенок и предела несущей способности уплотнений. Номинальное давление стандартных общих моделей принимается в качестве базового расчетного значения 16 МПа.
Этот параметр соответствует безопасному пределу подшипников обычных цилиндров цилиндров из углеродистой стали, стандартных полиуретановых уплотнений и обычных направляющих конструкций, а также служит наиболее распространенным стандартом выбора для гидравлических систем строительной техники и прицепов. В реальной эксплуатации допускается кратковременное превышение мгновенного ударного давления номинального давления, в то время как длительное непрерывное рабочее давление не должно превышать 85 % номинального значения. Это основной принцип конструкции, позволяющий избежать внутренних утечек, ускоренного старения уплотнений и деформации цилиндра цилиндра.
В условиях длительного превышения номинального давления внутренняя стенка цилиндра будет производить небольшую упругую деформацию, а соответствующий зазор между направляющей втулкой и штоком поршня сместится, нарушая первоначальный точный допуск 0,02–0,03 мм.
При увеличении зазора боковой поток гидравлического масла усиливается, и поршневое кольцо испытывает неравномерную нагрузку, что приводит к постепенному частичному износу. На более позднем этапе возникают распространенные неисправности, такие как внутренние утечки, недостаточная подъемная сила и быстрая установка нагрузки, которые также являются основными причинами частых гидравлических отказов в оборудовании на объекте.
Температура окружающей среды 20–30 ℃ является оптимальным диапазоном соответствия конструкции уплотнительного материала. Уплотнения из полиуретана и нитрильного каучука сохраняют стандартные значения твердости, упругости при сжатии и маслостойкости.
В этом случае уплотнительная кромка равномерно прилегает к стенке цилиндра и сохраняет постоянный предварительный натяг, сохраняя стабильные характеристики масляного уплотнения в течение длительного времени без чрезмерного износа и деформации.
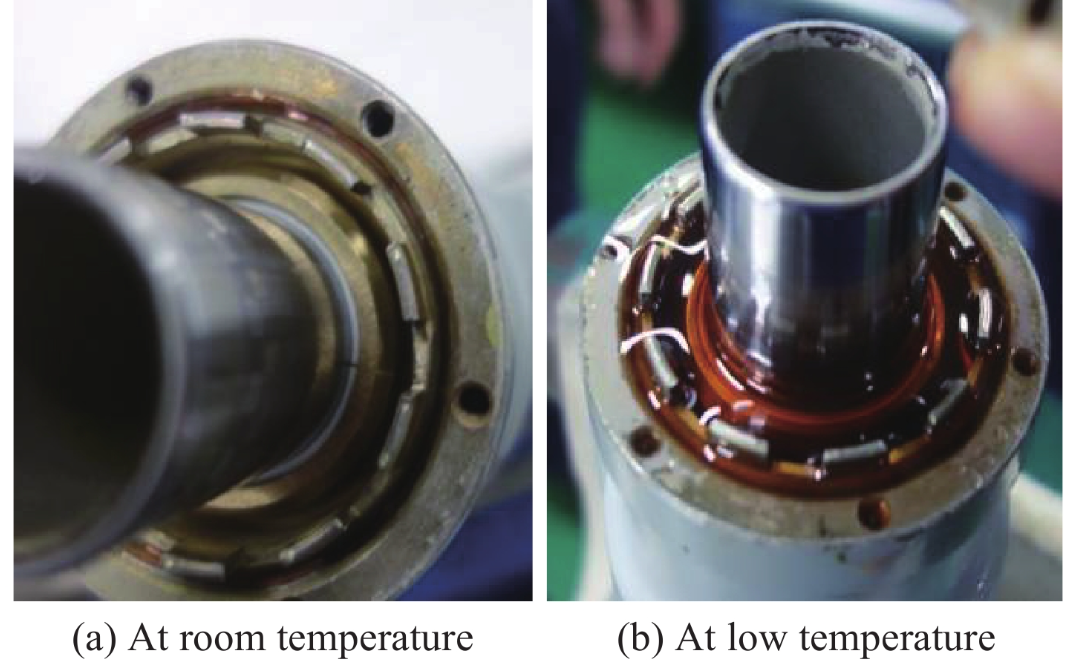
Когда температура падает ниже -15 ℃, молекулярная активность уплотнительных материалов снижается, увеличивается твердость и снижается ударная вязкость. Гибкость уплотнительной кромки при установке становится плохой и не может адаптивно компенсировать крошечные зазоры, что является основной причиной низкотемпературных утечек.
Длительная эксплуатация при температуре выше 40 ℃ ускорит окисление гидравлического масла и образование коллоидных примесей. Между тем, уплотнения стареют и затвердевают быстрее, снижая эластичность, что приводит к постепенной постоянной незначительной утечке и влияет на общую эксплуатационную стабильность.
Нанесение твердого хромового покрытия на поршневые штоки является стандартным отраслевым процессом защиты. Для формальных изделий массового производства толщина покрытия строго контролируется в пределах 0,08–0,12 мм.
Слишком тонкое покрытие не обеспечивает должной устойчивости к трению о песок и коррозии, что приводит к появлению царапин и пятен ржавчины за короткое время при работе на открытом воздухе. Чрезмерно толстое покрытие увеличит напряжение на внутренней поверхности и приведет к отслаиванию, нарушая гладкость поверхности и ускоряя износ уплотнения.

Шероховатость поверхности готовых штоков поршней контролируют на уровне Ra0,2–Ra0,4 мкм. Такая точность отвечает требованиям телескопического перемещения с низким коэффициентом трения и позволяет избежать царапин на уплотнительной кромке, вызванных микрозаусенцами на поверхности.
Чрезмерно высокая шероховатость приведет к постоянному износу уплотнения из-за микроскопических выступов; в то время как слишком гладкая поверхность снижает емкость масла и затрудняет образование устойчивой масляной пленки, увеличивая риск сухого трения и сокращая срок службы уплотнительных компонентов.
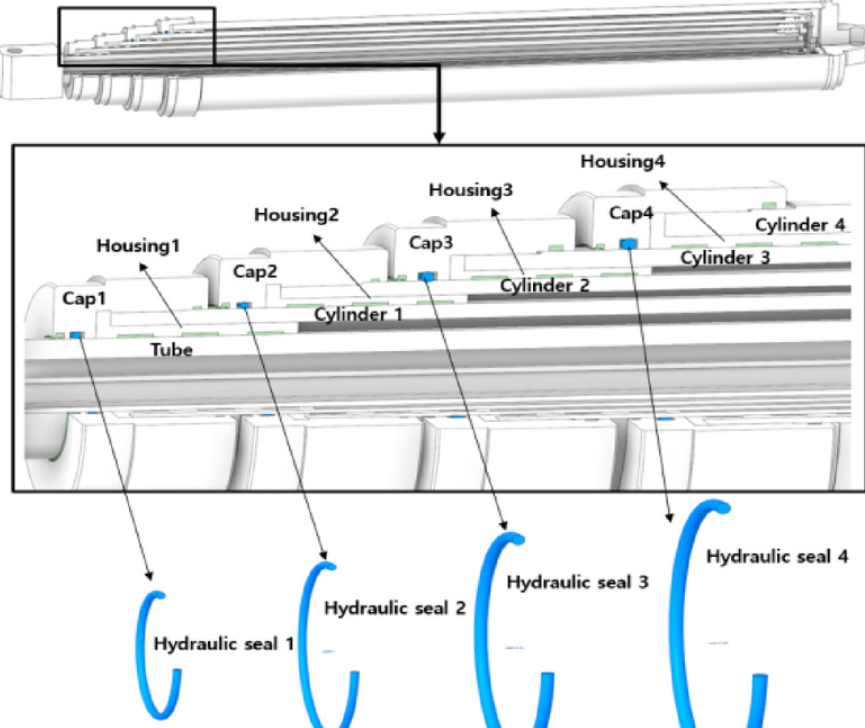
Многоступенчатым гидроцилиндрам присущи конструктивные различия по ходу, эффективной рабочей площади и диаметру масляного канала каждой ступени. Модели без синхронной оптимизации будут вызывать отклонение положения во время телескопической работы на полном ходу.
Соосность обработки, зазор направляющей втулки и распределение потока масла являются тремя основными технологическими факторами, определяющими точность синхронизации многоступенчатых цилиндров.
Встроенные буферные дроссельные структуры на обоих концахгидравлические цилиндрыуменьшите расход гидравлического масла в конце хода за счет демпфирующего эффекта дроссельных отверстий, избегая жесткого удара между поршнем и торцевой крышкой.
Разумная конструкция буфера ослабляет воздействие старт-стоп, снижает общую вибрацию оборудования и снижает усталостные повреждения сварочных швов и монтажных кронштейнов. Он особенно подходит для высокочастотных сценариев запуска и остановки, таких как подъемные машины, портовая техника и тяжелое сельскохозяйственное оборудование.
В соответствии с отраслевым стандартом точной сборки монтажный зазор между направляющей втулкой и штоком поршня стабильно контролируется на уровне 0,02–0,03 мм.
Слишком маленький зазор приведет к заклиниванию и неплавному движению телескопа из-за теплового расширения при повышении температуры; чрезмерный зазор увеличивает радиальную тряску штока поршня, что приводит к концентрированной эксцентричной нагрузке и одностороннему износу, что сокращает общий цикл технического обслуживания.
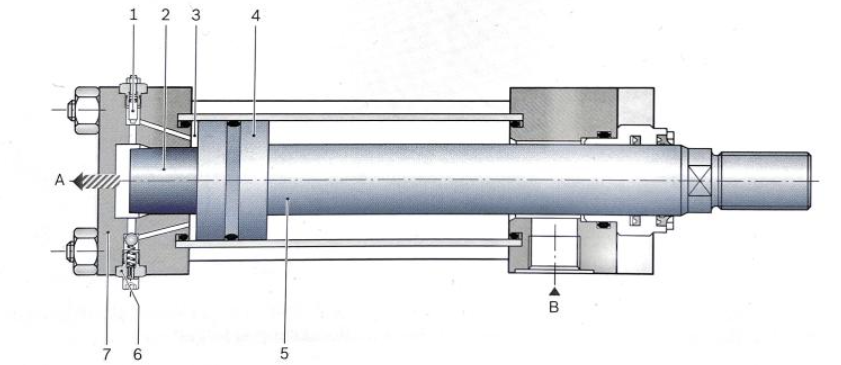
Соосность сборки цилиндра, торцевой крышки, направляющей втулки и штока поршня является ключевым моментом при производстве и сборке.
Гидроцилиндры с чрезмерным отклонением соосности длительное время работают под действием эксцентрической силы, что значительно увеличивает вероятность одностороннего износа уплотнений и локальных царапин на стенках цилиндров. Это также важная техническая причина очевидных различий в сроках службы продуктов одной и той же спецификации.



