Значение гидравлических цилиндров выходит за рамки их функциональности, чтобы охватить их сложные проекты и производственные процессы. Это всеобъемлющее руководство исследует мир производства гидравлических цилиндров, охватывающий все, от основной структуры этих компонентов до сложных производственных процедур. Он стремится подчеркнуть сложности и тонкости, участвующие в производстве гидравлических цилиндров, подчеркивая их ключевую роль в современной промышленности и непрерывные технологические достижения в этой области.
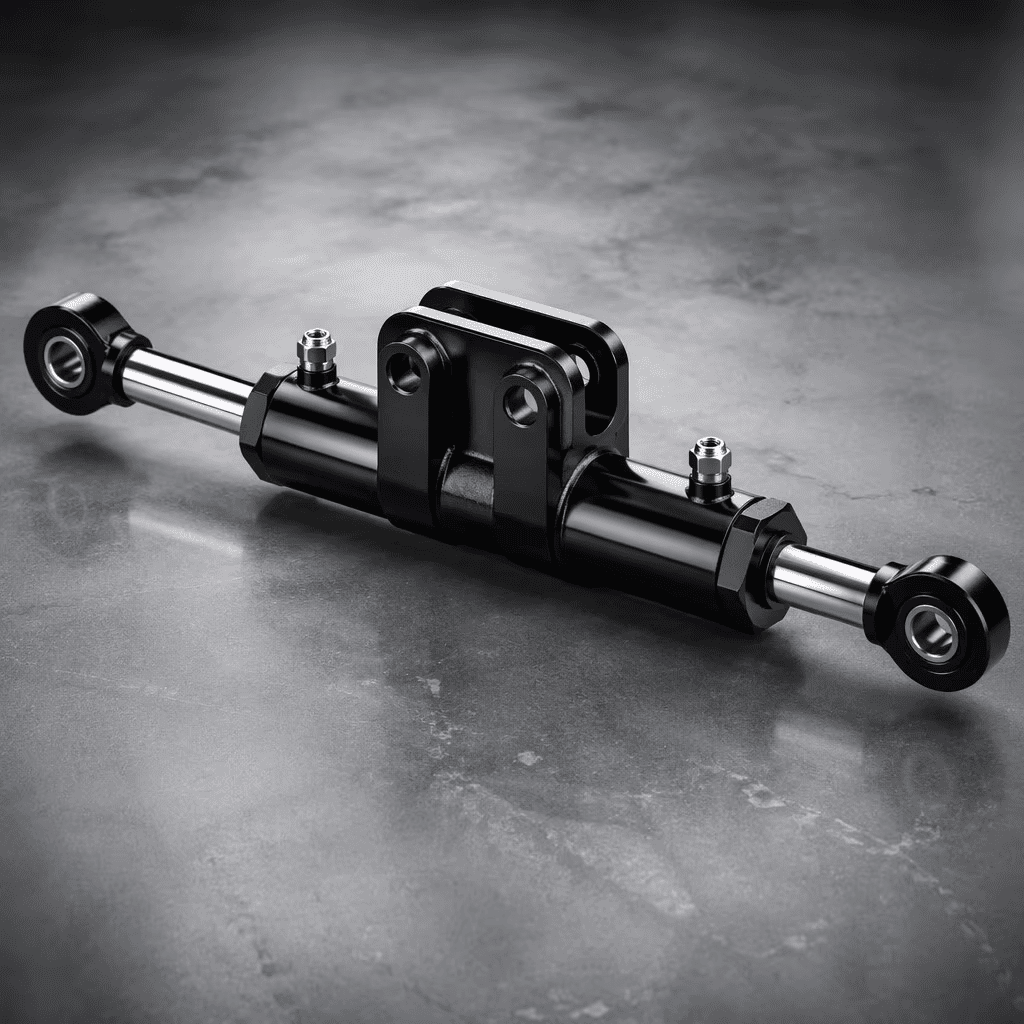
Чтобы в полной мере оценить изысканность производства гидравлического цилиндра, это очень важно в первую очередь понять ее анатомию. Гидравлический цилиндр состоит из нескольких ключевых частей, каждая из которых выполняет критическую функцию в своей работе. Эти основные компоненты включают в себя ствол, поршень, поршневой стержень, головку, основание и уплотнения. Ствол действует как тело цилиндра, размещает поршень и поршень. Это должно быть надежным и долговечным, чтобы противостоять внутреннему давлению, оказываемому гидравлической жидкостью. Внутри ствола поршень движется вперед и назад, деляя две стороны цилиндра. Поршневой стержень, который простирается от поршня до головы цилиндра, превращает линейное движение поршня в полезную работу. Голова и основание обжары концы ствола, содержащие гидравлическую жидкость и поддерживая поршневой стержень. Выбор материала для этих компонентов имеет решающее значение и варьируется в зависимости от конкретного применения цилиндра. Например, нержавеющая сталь может быть выбрана для применений в коррозионных средах из -за ее сопротивления ржавчине и ухудшению.
В высокотемпературных приложениях выбираются материалы, способные выходить на выявление теплового расширения и напряжения.
Конструктивные соображения также являются жизненно важным аспектом производства гидравлических цилиндров. Такие факторы, как нагрузка, длина хода, рабочее давление и условия температуры, определяют конструкцию цилиндра. Например, цилиндр, разработанный для использования в гидравлической прессе, будет иметь разные спецификации по сравнению с тем, что используется в аэрокосмических приложениях. Инженеры также должны учитывать такие аспекты, как стиль монтажа и тип гидравлической жидкости, который будет использоваться, все это влияет на окончательный дизайн и производительность цилиндра.
В основе производства гидравлических цилиндров лежит фаза проектирования, где идеи и требования переводятся в бетонный план. Этот важный процесс начинается с тщательного анализа предполагаемого применения гидравлического цилиндра. Инженеры оценивают различные факторы, такие как емкость нагрузки цилиндра, размер, рабочее давление и конкретные условия окружающей среды, с которой он столкнется. Например, цилиндр, предназначенный для высокотемпературной среды, может потребовать разных материалов, чем предназначенная для подводного использования.
На этом этапе продвинутое программное обеспечение для дизайна играет решающую роль. Эти инструменты позволяют дизайнерам экспериментировать с различными конфигурациями, идентифицировать точки напряжения и оптимизировать конструкцию как для производительности, так и для экономической эффективности. Точность является ключевым на этой фазе, так как даже незначительные просчеты могут значительно повлиять на функциональность цилиндра.
После того, как была установлена твердая конструкция для гидравлического цилиндра, затем фокус переходит к фазе закупок материала. Этот этап включает в себя тщательный выбор материалов на основе их свойств и конкретных требований приложения.
1. Выбор металла для ствола:
Ствол гидравлического цилиндра должен быть в состоянии противостоять внутреннему давлению и сопротивляться износу со временем. Обычно используемые материалы включают сталь и нержавеющую сталь, выбранную для их прочности и долговечности. В некоторых приложениях, где вес является критическим фактором, алюминий может быть выбран для его легкой природы.
2. Установите правильный металл для поршней:
Поршни должны быть надежными и способными поддерживать свою форму под изменяющимся давлением. Такие материалы, как углеродистая сталь и чугун, являются популярным выбором из -за их прочности и сопротивления деформации.
3. Выбор материала стержня:
Поршневый стержень, подвергающийся воздействию внешних сред, требует высокой устойчивости к изгибе и коррозии. Часто используется высокопрочная сталь, иногда с хромированным покрытием или другими поверхностными обработками для повышения коррозионной устойчивости и поверхностной твердости.
4. Стандартные уплотнения качества и другие компоненты:
В дополнение к основным металлическим компонентам, приобретение качественных уплотнений (таких как уплотнительные кольца и прокладки) одинаково важно. Эти уплотнения должны быть совместимы с использованием гидравлической жидкости и способной выдерживать рабочие давления и температуры.
5. Соответствие факторам окружающей среды и специфичных для применения:
В средах, характеризующихся высокой влажностью или коррозионными условиями, необходимы материалы с повышенной коррозионной стойкостью. Аналогичным образом, для применений, связанных с высокими температурами, выбираются материалы, которые могут противостоять термическому расширению.
После закупки качественных материалов следующей критической стадией в производстве гидравлических цилиндров является процесс обработки и сборки. Эта фаза преобразует источники материалы в основные компоненты гидравлического цилиндра с использованием точных и передовых методов обработки.
1. Создание сырья
Первым шагом в физическом производстве гидравлических цилиндров является резка сырья. Эта основополагающая стадия задает тон качеству и точности всего производственного процесса.
Перезагрузка по характеристикам проектирования: сырье, как правило, различные сорта стали или других металлов, разрезаны на определенные формы и размеры в соответствии с подробными характеристиками проектирования. Для обеспечения точности и согласованности используются высокие режущие инструменты и машины, такие как машины с ЧПУ, лазерные резаки или системы резки для водных вардж.
Разрешение Совместимость компонентов: точность резки - это не только прилипность к измерениям; Также важно обеспечить совместимость различных компонентов, которые будут собраны для формирования гидравлического цилиндра. Точная резка гарантирует, что такие детали, как ствол цилиндров, поршень и поршневой стержень, плавно соединяются друг с другом, что важно для эффективной работы цилиндра.
Использование материалов и минимизация отходов. На этом этапе считается, что эффективное использование материалов минимизирует отходы. Расширенные методы резки и тщательное планирование используются для максимизации доходности от каждой материала.
Propraition Для дальнейшей обработки: затем материалы срезаются для последующих процессов, таких как обработка, сварка и сборка. Эта подготовка может включать в себя очистку, разграбление и маркировку для идентификации.
2. Кромно и поворачивается
Этот шаг в процессе производства гидравлических цилиндров направлен на повышение долговечности и функциональности определенных компонентов, особенно поршневых стержней.
Хромовое покрытие: хромическое покрытие - это критический процесс, когда тонкий слой хрома гальванизируется на поверхность поршневых стержней. Этот слой действует как защитный барьер против коррозии, который особенно важен в среде, где цилиндр может подвергаться воздействию влаги или коррозионных веществ. Кроме того, слой хрома усиливает эстетическую привлекательность стержня, придавая ему блестящий, полированный внешний вид.
3. Объединение
После хромового покрытия поршневые стержни проходят процесс поворота. Поворот включает в себя формирование стержней в точные размеры и допуски, как указано в дизайне. Этот процесс обычно проводится с использованием токарного станка, где стержень вращается против режущих инструментов для удаления избыточного материала и достижения желаемого диаметра и отделки поверхности. Гладкость, достигнутая за счет поворота, имеет решающее значение для работы поршневого стержня в стволе цилиндров, поскольку она уменьшает трение, позволяя к более гладкому движению и сводит к минимуму износ как на стержне, так и на внутренних уплотнениях цилиндра.
4. Сварка кустов
Сварка резьбовых кустов и других приборов является важным шагом в процессе производства гидравлических цилиндров, поскольку он включает в себя создание прочных, точных суставов, которые необходимы для сборки цилиндра и общей целостности.
Методы и оборудование для проведения: передовые методы сварки, такие как сварка TIG (вольфрамовый инертный газ) или сварка MIG (металлический инертный газ), обычно используются для прикрепления резьбовых втулок к компонентам цилиндра. Эти методы выбраны для их точности и силы. Выбор метода сварки часто зависит от материала компонентов и конкретных требований гидравлического цилиндра.
Разрешение сильных суставов: сварные суставы тщательно проверяются, чтобы убедиться, что они свободны от дефектов, таких как трещины или пористость. Сильный сварка имеет решающее значение для долговечности и безопасности гидравлического цилиндра. Процесс сварки обычно включает в себя управление температурой и использование материалов заполнителя, которые совместимы с базовыми материалами для обеспечения надежной связи.
пост-прохождение обработки: после сварки компоненты могут проходить обработку после Welding, такие как снятие стресса или теплоемкость. Эти процессы помогают уменьшить остаточные напряжения и улучшить прочность и прочность площади сварного шва.
5. Поворот
Процесс поворота трубки является критическим шагом в формировании трубок, которые образуют ствол гидравлического цилиндра. Этот этап фокусируется на точности и внимании к деталям, гарантируя, что трубки соответствуют точным спецификациям для диаметра и поверхности.
Сопровождение правильного диаметра: поворот трубки включает в себя использование токарных станков или центров поворота для удаления материала с внешней части трубок, доводя их до указанного диаметра. Правильный диаметр необходим для правильной подгонки поршня и других внутренних компонентов, обеспечивая плавную работу и предотвращение утечек.
Разрешение гладкости поверхности: процесс поворота также направлен на достижение высокого уровня гладкости поверхности. Гладкая внутренняя поверхность уменьшает трение между движущимися частями, повышая эффективность и продолжительность жизни цилиндра. Гладкость также имеет решающее значение для эффективного герметизации гидравлической системы, поскольку недостатки на поверхности трубки могут привести к утечкам и снижению производительности.
Необразительность и консистенция: консистенция в диаметре трубки и поверхности по всей его длине необходима для однородных характеристик гидравлического цилиндра. Усовершенствованное поворотное оборудование, часто контролируемое компьютером, обеспечивает эту согласованность, производящие трубки, которые являются равномерными по размеру и качеству.
6. Сварки и аксессуары на трубах
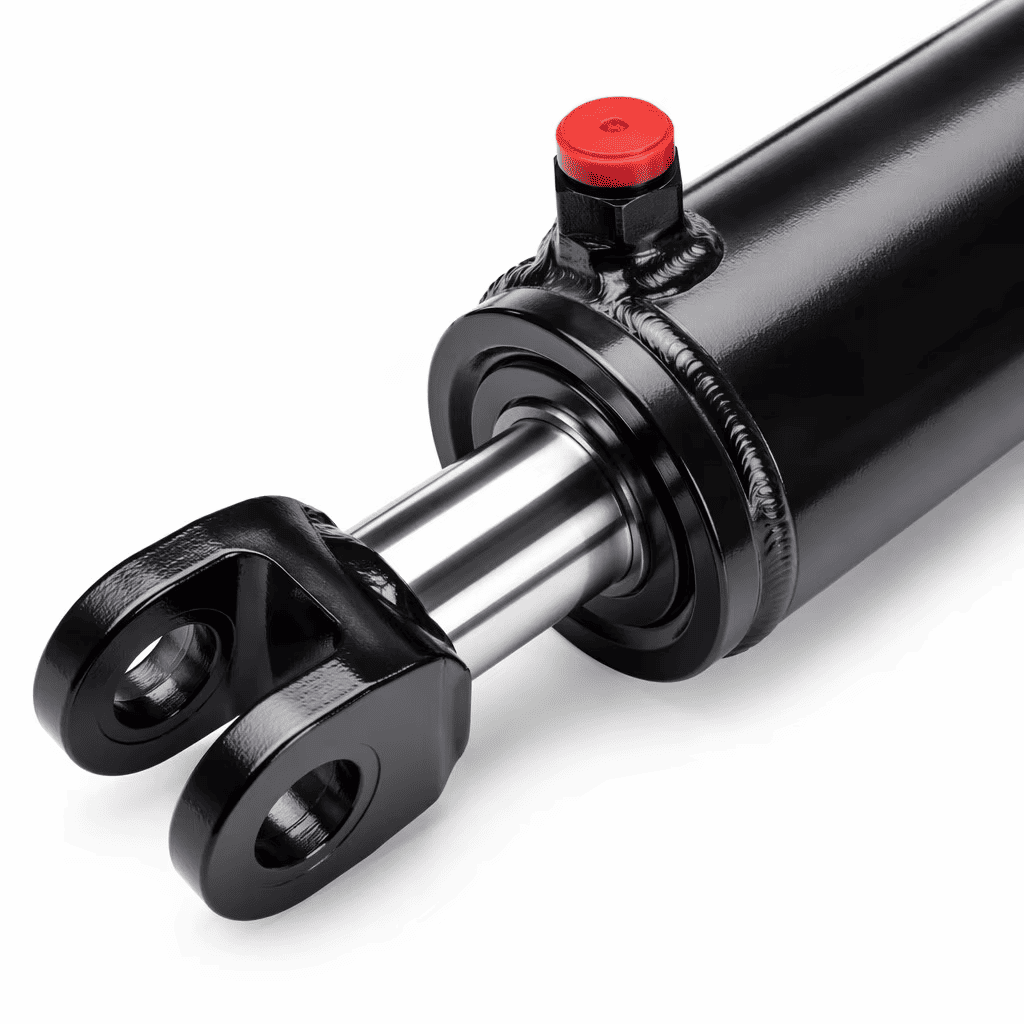
Сварка дна и необходимые аксессуары на трубки являются важным шагом в производстве гидравлических цилиндров. Этот процесс включает в себя прикрепление конечных колпачков и других компонентов к трубке, которая образует корпус цилиндра, гарантируя, что он герметичен и способен работать под высоким давлением.
Переходные дниты к трубам: конечные крышки или дны приварены на один или обоих концах трубки. Эта задача требует точности, так как сварные швы должны быть сильными и защищен от протекания, чтобы противостоять внутреннему давлению гидравлической жидкости. Качество сварных швов необходимо для поддержания целостности и безопасности цилиндра. Если дно не сварены надлежащим образом, они могут выходить из строя под давлением, создавая значительные риски как для оборудования, так и для операторов.
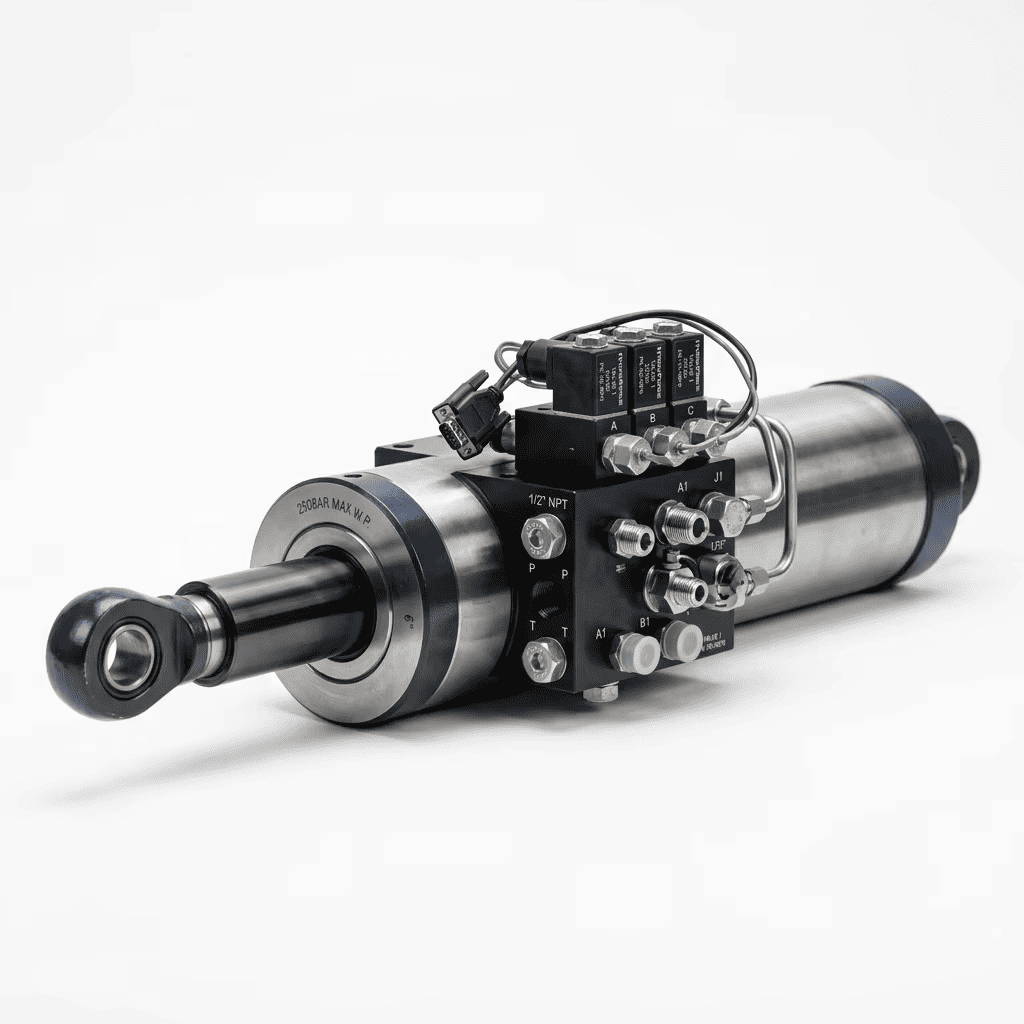
Привлечение необходимых аксессуаров: в дополнение к днам, другие аксессуары, такие как монтажные кронштейны, порты для входа и выхода гидравлической жидкости, а также датчики также сварены на трубку. Эти компоненты должны быть расположены и прикреплены с большой точностью, чтобы обеспечить правильное выравнивание и функциональность в окончательной сборке.
Разрешение корпуса герметичного цилиндра: процесс сварки тщательно проводится, чтобы гарантировать, что корпус цилиндра полностью закрыт. Это герметизация имеет решающее значение для эффективной работы цилиндра, так как любая утечка гидравлической жидкости может привести к потере мощности и эффективности. Такие методы, как сварка TIG (вольфрамовый инертный газ), обычно используются, потому что они обеспечивают сильные, точные сварные швы, подходящие для применений высокого давления.
7. Полиш

Стадия полировки в производстве гидравлических цилиндров является важным процессом, который следует за сваркой, направленной на улучшение как эстетической привлекательности, так и функционального качества компонентов.
Согласно гладкой отделке: полировка в основном выполняется для сглаживания внешних поверхностей компонентов гидравлического цилиндра, особенно тех, которые были сварены. Этот процесс включает в себя использование абразивов для удаления любых брызг сварного шва, слоев окисления и недостатков поверхности. Цель состоит в том, чтобы достичь единой, гладкой отделки, которая не только выглядит профессионально, но и сводит к минимуму риск коррозии и усталости материала.
Propreartion Для дальнейшей обработки: в некоторых случаях полировка служит подготовительной стадией для дальнейшей поверхностной обработки, такой как покраска, покрытие или покрытие. Гладкая, чистая поверхность обеспечивает лучшую адгезию и эффективность этих обработок.
8. Установка
Фаза установки или сборки в производстве гидравлических цилиндров - это то, где различные обработанные и обработанные компоненты объединяются для формирования полного блока.
Assembling Core Components: процесс сборки включает в себя составление основных компонентов гидравлического цилиндра: поршень, поршень, уплотнения и корпус цилиндра (трубка). Каждый компонент должен быть тщательно установлен в правильном порядке и ориентации. Как правило, поршень прикреплен к поршневому стержню, и эта сборка затем вставляется в корпус цилиндра.
Установка уплотнений и прокладок: уплотнения и прокладки имеют решающее значение для поддержания гидравлической целостности цилиндра. Они предотвращают утечку гидравлической жидкости и гарантируют, что цилиндр может генерировать и противостоять требуемому давлению. Установка этих уплотнений требует точности, чтобы избежать каких -либо повреждений и гарантировать, что они должным образом сидят.
Привлечение внешних компонентов: как только внутренняя сборка завершена, внешние компоненты, такие как конечные крышки, монтажные кронштейны и порты для гидравлических соединений. Эти компоненты часто прикрепляются или приварены к телу цилиндра, и их безопасное прикрепление жизненно важно для общей функциональности и безопасности цилиндра.
9.painting
Стадия живописи в производстве гидравлических цилиндров является последним шагом, который добавляет как эстетическую ценность, так и защитную функциональность к готовому продукту.
Объединение эстетической привлекательности: живопись обеспечивает гидравлический цилиндр полированным, профессиональным внешним видом, что может иметь решающее значение для удовлетворения клиентов и восприятия бренда. Хорошо заработанный продукт часто сигнализирует о высоком качестве, а покраска позволяет настраивать цвета компании или схемы дизайна, тем самым улучшая рыночную привлекательность продукта.
Прозрачный слой против элементов окружающей среды: краска служит барьером против факторов окружающей среды, таких как влага, пыль, химические вещества и ультрафиолетовое излучение. Эта защита особенно важна для цилиндров, используемых в наружных условиях или суровой промышленной среде. Охраняя от коррозии и износа, краска продлевает срок службы гидравлического цилиндра, гарантируя, что она остается функциональной и сохраняет свою целостность с течением времени.
Process Процесс применения: Перед рисованием поверхность цилиндра обычно предварительно обрабатывается для удаления масла, пыли или других загрязняющих веществ. Эта подготовка может включать в себя обезжиривание, песочную обработку или применение грунтовки. Выбор метода краски и нанесения (распыление, погружение и т. Д.) Зависит от материала цилиндра, его предполагаемого использования и среды, в которой он будет работать.
Рассмотрение и отверждение: после применения краски цилиндр проходит процесс сушки и отверждения. В зависимости от типа краски, это может включать использование духовки или тепловой лампы для ускорения отверждения или позволить ей естественным образом высохнуть в хорошо продуманной области.
В этом комплексном руководстве мы исследовали сложный мир производства гидравлических цилиндров, раскрывая каждую критическую стадию в производственном процессе. Гидравлические цилиндры играют жизненно важную роль в широком спектре отраслей, и понимание их производственного процесса имеет важное значение для каждого клиента.